隔離開關彈簧機構拒合的原因及改進
北京電力公司西大望變電站110kV組合電器1998年12月制造出廠,其隔離開關的型號為120-GL-20C配電動彈簧操作機構,操作機構的型號為CTG1。運行后,陸續發現隔離開關的電動彈簧操作機構出現操作拒合問題,其現象均為電動合閘過程中機構拉桿在運行中過拐臂死點而停止運動,造成合閘不到位。由于組合電器帶電導體與外殼絕緣之間的距離很小,均在500~600mm之間,如合閘不到位,設備將嚴重影響系統的安全,給運行及檢修人員帶來潛在的事故隱患。鄭州手機維修培訓
1拒合事故原因分析
該站110kV組合電器共有隔離開關123組。經統計,截止到2002年發生拒合現象的隔離開關有10組,其拒動組數占隔離開關總數的8.1%。彈簧機構如此大規模的拒合,在開關設備大量選用彈簧操動機構中還是少有的。是產品質量問題還是彈簧機構本身存在此問題?彈簧機構是否不適用于變電站開關設備?針對這些問題,從拒合發生的現象機理進行分析、研究并提出相應的改進方案,并對彈簧操作機構應用在開關設備上的實際情況進行了驗證。
1.1隔離開關拒合數據統計
拒合數據如表1所示。
1.2對于拒合現象的初步分析
由于開關設備配用彈簧操作機構,在1998年還是較為先進的一種技術。使用彈簧操作機構之初,相關技術專家已經指出:由于彈簧自身存在的疲勞及形變,有可能導致彈簧形變,從而影響開關設備的速度及行程,嚴重時有可能造成設備事故。
根據對CTG1型彈簧機構操作原理初步分析,初步判定有可能是機構內的儲能彈簧發生形變或硬度不符合制造標準,使機構在合閘時速度發生變化導致拒合。其現場臨時解決的方案是對彈簧進行再壓縮,使其產生較大的動能,從而完成合閘過程。為驗證此推斷是否正確,2002年12月10日以抽檢的方式在設備制造廠家對彈簧按設計檢驗標準進行了全部特性測試,如表2所示。
根據以上測試結果,排除了操作機構拒合的原因是由于彈簧參數不對或特性改變所致。那么是什么原因導致機構拒合?隨后在現場根據設計參數對未運行的122-17及123-2隔離開關進行實地測量,檢測是否隔離開關倉內的運動摩擦力偏大導致在操作中出現異常。
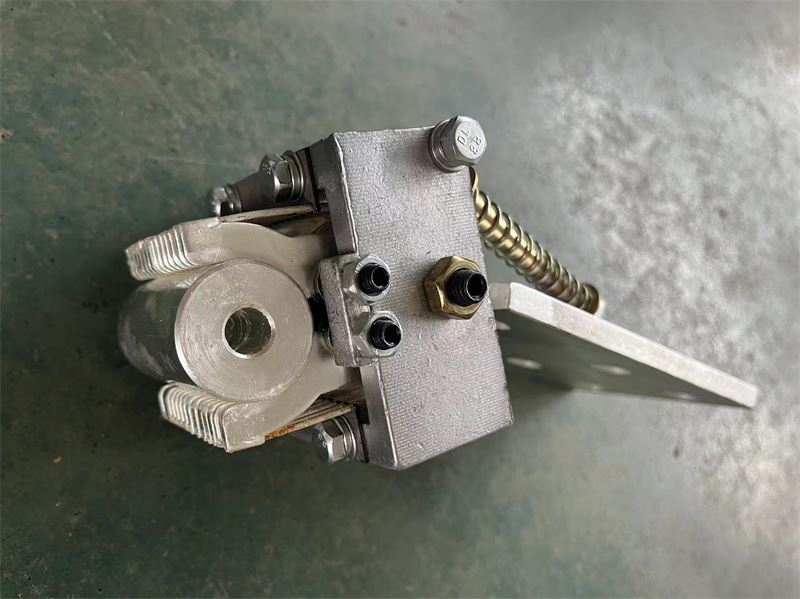
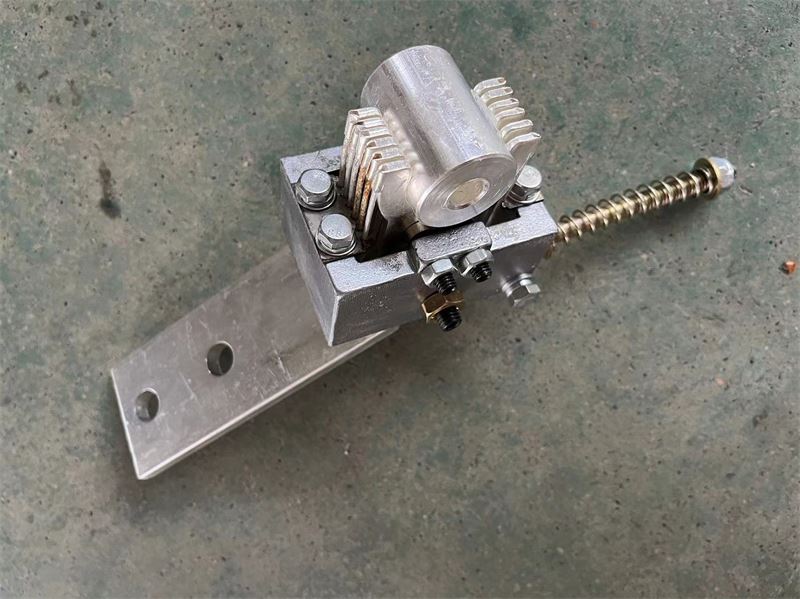
首先將CTG1機構拆下,保留連接機構,在傳動主軸上用數字顯示的力矩扳手測試力矩,此時測試的主要為隔離開關的反力矩(連接機構部分在此條件下的摩擦力矩相對很小),測試結果如下:
122-17數據:壓縮彈簧長度為227~228mm,合閘分閘緩沖墊為四個,隔離開關剛剛接觸的力矩值為59.9Nm、63.7Nm、57.9Nm、55Nm。合閘到位時力矩為98Nm、98.9Nm、98.7Nm、103.4Nm、104.9Nm。
123-2數據:壓縮彈簧長度為247~248mm,合閘分閘緩沖墊為四個,隔離開關剛剛接觸的力矩值為:44.8Nm、38.3Nm、35.3Nm、36.7Nm。合閘到位時力矩為85.5Nm、79.3Nm、79.6Nm、80.9Nm。從測試結果看,力矩測試數據基本滿足廠內制造規范不大于100Nm的要求。其彈簧壓縮長度也滿足設計要求。但在接下來對分合閘速度特性的測量,根據測量曲線進行對比,終于發現了該站彈簧機構存在的拒合問題的根本原因,如速度曲線圖1所示。
操作機構緩沖特性的調整有失當問題存在。彈簧操作機構由于彈簧的壓縮和釋放,期間所產生的動能需要緩沖裝置進行吸收,避免機件損壞。產品出廠時,根據設計要求,制造廠偏重于良好的緩沖特性(吸收動能、保護機件),強調緩沖曲線而增加緩沖墊,忽略了緩沖特性對機構到位的影響,緩沖較強致使機構剛合、剛分點速度偏低,剛合、剛分點速度一旦偏低,阻礙了機構合、分到位,出現合、分不到位的位置大概都在剛合剛分點附近,此點正為拉桿過死點位置,所以造成拒合。
操作機構輸出軸與組合電器殼體間的摩擦力,也影響機構的傳動。測量機構彈簧的壓縮量,發現普遍偏于要求值的下線。隔離開關機構摩擦阻力隨環境條件、時間的推移等正常因素的影響略有變化時,再加上機構彈簧壓縮量(裕度)偏小或彈簧壓縮量正處于臨界狀態,是機構合不到位的另一個原因。
制造廠追求緩沖曲線,造成裝配不當,影響彈簧機構正常動作。檢測現場發現123-2機構僅裝一根大簧而沒裝小簧。與廠內提供的機構彈簧裝配圖紙不相符。此現象是屬于安裝工人漏裝還是設計更改設計方案?經與制造廠核實,其原始設計沒有改變。但是經查閱示波圖及與廠內檢驗人員核實,當時出廠檢驗項目規定:合閘速度應在1.7~2.5m/s范圍內,當速度不滿足要求時,可拆小簧,試驗合格后方可出廠。123-2機構裝2根彈簧開關速度超過了2.5m/s,按規定拆下小簧,速度為2.32m/s。所以出現了有的機構只裝一根彈簧的問題,從原理上是不符合設計要求的。
另外,當時由于速度在2.6~3.0m/s范圍內時,未做過壽命試驗,開關的零部件是否能耐受得住,沒有把握,因此出廠時對合閘速度及緩沖特性的控制按當時的技術要求,這就是現場出現有的機構是雙簧,有的機構是單簧機構的原因。
2對于彈簧機構拒合的解決方案
依據以上分析,可以得出結論:該站隔離開關彈簧操作機構出現拒合現象,是由于設備在出廠試驗時對速度及緩沖曲線的要求,導致調整分、合閘緩沖時增加了較多的緩沖墊,致使機構在合閘當中速度偏低,在機構過死點時由于速度不足導致拒合,其拒合原因與彈簧本身質量和設計沒有關系。為了解決這一問題,應首先提高剛合、剛分點速度。為此,根據分析結果制定的改進方案如下:
檢查機構的彈簧根數,必須滿足兩根彈簧的設計要求。
凡裝一根大簧的機構,均加裝小簧進行操作,找出機構剛能合、分到位的狀態,同時測量在此狀態下的彈簧外圈兩端的長度H1(在合閘位置測量)。
裝兩根彈簧的機構,要找出機構剛能合、分到位的狀態,同時也要測量在此狀態下的彈簧外圈兩端的長度H1(在合閘位置測量)。
減少調整緩沖性能的墊圈,按設計要求保留1~2個墊圈。
H1的允許范圍為:248~236mm。
如H1小于236mm時,可更換大小彈簧處理。如H1大于236mm時,可按下步進行處理:
①將所有機構實測H1的基礎上再擰緊6~10圈(9~15mm),這時的彈簧長度H1允許范圍為239~227mm。
②在H1值的基礎上再擰緊6~10圈的特殊情況下,可將彈簧H1擰緊到222mm(現場允許值,經過機械壽命試驗)。
現場所有機構均按上述步驟進行處理,改進后要進行特性曲線的測試。
3改進結果
從2003年開始,檢修單位經過按上述分析試驗的結果進行改進,該站123組隔離開關的操作情況有了很大的改觀。改進后的機構在操作中沒有出現拒動現象,且對機構特性進行測量,改進后的機構在彈簧壓縮量和速度曲線上均滿足制造廠的設計標準,從而在技術上完善了改型號隔離開關拒合的技術原因,保護了檢修、運行人員的人身安全,提高了電網的安全系數,同時也驗證了彈簧機構在開關設備上使用的合理性。